
Theme
The high-precision vertical calibration method of TAGUTI molybdenum wire
Applicable machine type
All EDM wire-cutting machines
Scope of application
Vertical calibration of molybdenum wire and brass wire
Purpose
Combined with the special EDM JIG to reduce the vertical error of molybdenum wire during WEDM
1、Accuracy of Molybdenum Wire Verticality Corrector
Object: Taguti Molybdenum Wire Verticality corrector
Content & Method
- Confirm the vertical accuracy of the verticality corrector
The vertical positioning is based on the molybdenum wire verticality corrector. It is necessary to regularly confirm whether the vertical accuracy of the molybdenum wire verticality corrector and the machine table mounting surface and positioning surface are correct.
- The reference value for the vertical accuracy of the verticality corrector
Based on the machine table mounting surface.
The vertical accuracy of the two contact surfaces is within 5μm.
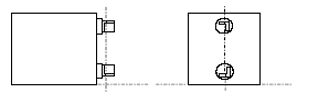
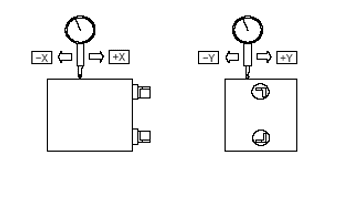
- Measuring method of vertical accuracy of verticality corrector
- Use measuring instruments such as a three-coordinate measuring machine and a square to measure.
- When there is no measuring instrument, use a dial indicator to measure on the wire EDM machine. (At this time, the static accuracy of the machine tool must be confirmed in advance.)
- Correction of vertical errors
- If the error of the molybdenum wire verticality corrector exceeds the tolerance, it must be corrected. Because there is no micro-adjustment mechanism for vertical error in the molybdenum wire verticality corrector, it needs to be corrected by regrinding.
- When it is impossible to grind again, or the error is within the tolerance, but you want to reduce the error, record the error amount and the error direction, which can be compensated after positioning.
2、Machine tool accuracy
Object: Machine body
Content: Confirm the static accuracy of the machine body
Method
Use a dial indicator, square, and other measuring instruments to confirm the static accuracy of the machine.
・Flatness of machine table installation.
・For Z-axis straightness/squareness to table mounting surface.
( When there is an error in the straightness of the Z-axis and the squareness, moving the Z-axis will cause the verticality to deviate after correcting the verticality).
3、Installation of Molybdenum Wire Verticality Corrector
Object: Molybdenum wire verticality corrector machine body
Content: Confirm the installation accuracy of the molybdenum wire verticality corrector
Method
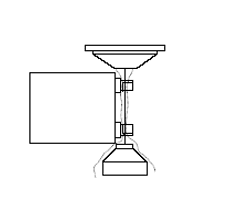
・Lightly grind the contact part between the molybdenum wire verticality corrector and the platform with a whetstone to remove burrs and dirt.
・The verticality corrector must be fixed with a Wire cut EDM Clamp, so that the flatness of the verticality corrector is within 2μm.
4、Verticality position
Object: Positioning operation
Content: Implement vertical alignment
Method
・Adjust the Z-axis height to make the distance between the upper and lower wire guides and the contact surface of the molybdenum wire verticality corrector as close as possible;
・Molybdenum wire tension needs to be adjusted to the best working condition;
・ The upper and lower wire guides should be fully air-dried without water droplets;
・ When correcting the vertical, be careful not to let the working fluid enter between the two contacts;
・It is necessary to repeat the correction of the verticality of the molybdenum wire about 3 times to confirm the fluctuation of the positioning position;
・When the fluctuation is large, move the contact position and repeat it.
5、Compensation after vertical positioning
Object: Machine tool operation
Content: After compensation positioning, the vertical error of the molybdenum wire verticality corrector
Method
Measure the perpendicularity of the contact surface of the molybdenum wire verticality corrector in advance. If the error amount and error direction are known, move the taper (UV) axis after positioning to compensate for the error amount.
6、Others
Working environment
Workshop temperature:25°C±2°C
Clamping
Clamping of Molybdenum Wire Verticality Corrector
TAGUCHI custom wire EDM vise can be used







































