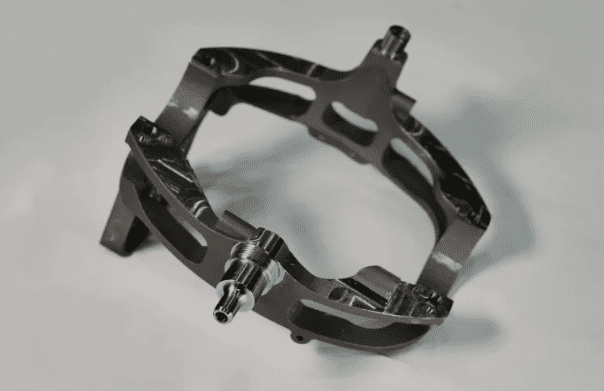
California electric vehicle manufacturer redesigning battery thermal management housing faced challenge: traditional injection molding required $45,000 tooling investment, 8-week lead time before first prototype testing. Design uncertainty (airflow optimization, mounting interface changes anticipated) made tooling premature. Solution: SLS nylon 3D printing—5 design iterations completed in 3 weeks ($8,400 total prototype cost vs single molded iteration $45,000 + 8 weeks), final design optimized through real-world thermal testing each iteration. Production approach: 3D print initial 500 units while tooling manufactured (parallel path), enabling customer deliveries 11 weeks earlier, $127,000 inventory carrying cost avoided.
This demonstrates custom 3D printing services value in automotive development: eliminating tooling risk during design validation, compressing iteration cycles from weeks to days, enabling low-volume production while scaling manufacturing—explaining adoption across EV startups, performance vehicle manufacturers, aftermarket suppliers where speed and design flexibility justify per-part cost premium vs traditional methods.
3D Printing vs Traditional Automotive Manufacturing
| Method | Tooling Cost | Lead Time (First Part) | Cost Per Part (100 qty) | Cost Per Part (10,000 qty) | Best For |
|---|---|---|---|---|---|
| FDM 3D Printing | $0 | 1-3 days | $45-$180 | $35-$150 | Prototypes, low-strength parts, interior trim |
| SLS 3D Printing | $0 | 2-5 days | $85-$350 | $65-$280 | Functional prototypes, end-use parts, complex geometry |
| DMLS Metal 3D Printing | $0 | 3-7 days | $280-$1,500 | $220-$1,200 | High-strength parts, heat-resistant, lightweight structures |
| Injection Molding | $5K-$100K | 6-12 weeks | $8-$45 | $1.50-$8 | High-volume production (>10,000 units) |
| CNC Machining | $500-$5K (fixtures) | 1-3 weeks | $85-$450 | $65-$320 | Precision parts, metal components, tight tolerances |
Volume breakpoint: 3D printing economical <5,000 units typically; injection molding amortizes tooling >10,000 units; CNC competitive 100-5,000 units moderate complexity.
Automotive 3D Printing Technologies and Applications
FDM (Fused Deposition Modeling)
Process: Thermoplastic filament extruded layer-by-layer Materials: ABS, PETG, Nylon, Carbon Fiber Composite Tolerances: ±0.3-0.5mm typical Surface finish: Ra 6-12 μm (visible layer lines) Cost: $45-$180/part (dashboard-sized component) Applications: Interior trim, ducting, non-structural brackets, jigs/fixtures
SLS (Selective Laser Sintering)
Process: Laser fuses nylon powder layer-by-layer Materials: PA12 Nylon, PA11, Glass-filled nylon, TPU Tolerances: ±0.2-0.3mm Surface finish: Ra 3-6 μm (slightly rough, sandblasted texture) Strength: 45-55 MPa tensile (comparable injection molded nylon) Cost: $85-$350/part Applications: Functional prototypes, intake manifolds, under-hood components, end-use parts
SLA (Stereolithography)
Process: UV laser cures liquid resin layer-by-layer Materials: Standard resin, Tough resin, High-temp resin Tolerances: ±0.1-0.2mm (highest accuracy) Surface finish: Ra 0.8-1.6 μm (smooth, near injection-molded quality) Cost: $65-$280/part Applications: Master patterns, detailed prototypes, lighting lenses, show car models
DMLS (Direct Metal Laser Sintering)
Process: Laser fuses metal powder (aluminum, titanium, stainless) Tolerances: ±0.1-0.15mm Strength: Aluminum AlSi10Mg 460 MPa tensile (stronger than cast aluminum) Cost: $280-$1,500/part Applications: Lightweight brackets, performance engine components, custom turbo housings, racing parts
Material Selection for Automotive 3D Printing
| Material | Technology | Strength (Tensile) | Temp Resistance | Weight | Cost ($/kg) | Automotive Applications |
|---|---|---|---|---|---|---|
| PA12 Nylon (SLS) | SLS | 45-55 MPa | 80-100°C | 1.01 g/cm³ | $65-$95 | Intake manifolds, ducts, brackets, under-hood |
| Carbon Fiber Nylon | FDM | 60-80 MPa | 90-110°C | 1.15 g/cm³ | $85-$150 | Structural brackets, aerodynamic parts |
| ABS | FDM | 30-40 MPa | 80-95°C | 1.04 g/cm³ | $25-$45 | Interior trim, non-structural housings |
| Tough Resin (SLA) | SLA | 55-65 MPa | 60-80°C | 1.17 g/cm³ | $180-$280 | Detailed prototypes, fitment testing |
| AlSi10Mg (DMLS) | DMLS | 460 MPa | 300°C+ | 2.67 g/cm³ | $45-$85 | Performance parts, lightweight structures |
| Ti-6Al-4V (DMLS) | DMLS | 900-1,100 MPa | 400°C+ | 4.43 g/cm³ | $280-$450 | Racing components, extreme performance |
Speed Advantage: Iteration Cycle Comparison
Traditional injection molding approach (intake manifold redesign):
- Week 1-2: Design finalization
- Week 3-10: Tooling fabrication ($35,000)
- Week 11: First samples produced
- Week 12: Testing reveals design flaw (poor airflow distribution)
- Week 13-20: Tool modification ($12,000)
- Week 21: Revised samples
- Total: 21 weeks, $47,000 before validated design
3D printing approach (SLS nylon):
- Day 1-2: Design v1 completed
- Day 3-5: Print, test (airflow suboptimal)
- Day 6-7: Design v2 with internal geometry changes
- Day 8-10: Print, test (improved, mounting interference found)
- Day 11-12: Design v3 with interface adjustment
- Day 13-15: Print, test (validated, performance targets met)
- Total: 15 days, $2,800 (3 iterations × $850-950/part) before validated design
Advantage: 18.5 weeks faster, $44,200 lower development cost, 3× more design iterations enabling optimization impossible with tooled approach.
Cost Analysis: When 3D Printing Makes Economic Sense
Break-even analysis (automotive bracket, 150cm³ volume):
Development phase (0-500 units):
- 3D printing (SLS nylon): $0 tooling + ($95/part × 500) = $47,500
- Injection molding: $28,000 tooling + ($12/part × 500) = $34,000
- Winner: 3D printing if design changes likely (avoids tooling rework $8K-$15K typical)
Low-volume production (500-5,000 units annual):
- 3D printing: $85-$95/part (volume discounts)
- Injection molding: $8-$12/part (tooling amortized)
- Crossover: ~800-1,200 units (depends on tooling cost, part complexity)
High-volume production (>10,000 units):
- Injection molding: $1.50-$8/part (economies of scale)
- 3D printing: Not economical unless customization required (each part unique geometry)
Strategic hybrid: 3D print initial production (immediate revenue, market validation) while tooling manufactured parallel, transition to molding when volume justifies—best of both approaches.
Automotive Applications by Category
Prototyping (primary use case):
- Engine bay components (manifolds, covers, ducting)
- Interior assemblies (dashboard, console, trim testing)
- Exterior panels (bumpers, grilles, aerodynamic testing)
- Mounting brackets (fitment validation before tooling)
Low-volume production (<5,000 annual):
- Performance aftermarket parts (custom intakes, turbo components)
- Classic car restoration (obsolete parts reproduction)
- Racing components (lightweight, optimized structures)
- Limited edition vehicles (custom trim, badges, specialized parts)
Tooling and fixtures:
- Assembly jigs (holding parts during welding/bonding)
- Inspection fixtures (CMM measurement aids)
- Paint masking (complex geometry protection)
- End-of-arm tooling (robot grippers customized per model)
Design Optimization Unique to 3D Printing
Topology optimization: Software removes material where stress low, preserves where needed—results in organic structures 30-40% lighter than traditionally designed parts while maintaining strength. Example: suspension bracket redesigned via topology optimization, 3D printed in aluminum—weight 1.2 kg vs 2.1 kg machined billet, equal strength.
Integrated assemblies: Combine multiple parts into single print eliminating fasteners, reducing assembly time. Example: door latch mechanism—7 injection-molded parts + 4 screws → single SLS nylon print, assembly time 8 min → 45 sec.
Internal geometries: Conformal cooling channels, internal lattice structures impossible via traditional manufacturing. Example: custom intake manifold with optimized internal runner geometry improving airflow 12% vs conventional design constraints.
Limitations Requiring Consideration
Anisotropic strength: Layer-by-layer construction creates directional weakness (Z-axis 40-60% weaker than XY-plane)—part orientation during printing critical for load-bearing applications.
Surface finish: Visible layer lines (FDM/SLS) require post-processing (sanding, vapor smoothing, coating) for aesthetic applications—adds $15-$85/part cost, 1-3 days lead time.
Size constraints: Build volumes typically 250-400mm³ (consumer machines) or 300-750mm³ (industrial)—larger parts require printing in sections, bonding (introduces weak points).
Material limitations: Not all automotive materials printable—polycarbonate (headlight lenses) limited to SLA specialty resins, ABS not UV-stable without coating, metal prints require post-processing (heat treatment, HIP for full density).
Partner Selection: Critical Capabilities
Custom automotive parts manufacturer evaluation criteria:
Engineering support: DFM review identifying unprintable features, recommending orientation/support strategies, material selection based on loads/environment.
Technology breadth: Multiple processes (FDM, SLS, SLA, DMLS) enabling right-tool-for-application vs forcing single technology.
Post-processing: In-house finishing (vapor smoothing, painting, CNC post-machining, inserts/threading) delivering ready-to-assemble parts.
Quality systems: PPAP capability for automotive supply chain, dimensional inspection (CMM), material certifications (especially metals).
Lead time reliability: Consistent delivery (not just fast quotes)—critical when prototypes gate design reviews, testing schedules.
Companies like FastPreci increasingly integrate 3D printing with precision CNC machining capabilities—enabling hybrid parts (3D printed complex geometry with CNC-machined precision interfaces), post-print machining for tight-tolerance features, smooth transition from prototype (3D print) to production (CNC/molding) without changing suppliers.
Strategic Implementation for Automotive Development
Phase 1 – Concept validation (1-10 parts): FDM/SLA for form/fit checking, design review models, stakeholder visualization—lowest cost, fastest turnaround.
Phase 2 – Functional testing (10-50 parts): SLS nylon or DMLS metal for performance validation, durability testing, thermal/vibration exposure—representative material properties.
Phase 3 – Pre-production (50-500 parts): Continue 3D printing for low-volume while tooling manufactured, enabling early customer deliveries, market feedback before production commitment.
Phase 4 – Production decision: <5,000 annual → continue 3D printing. >10,000 annual → transition to injection molding/die casting (tooling justified).
Future: On-Demand Automotive Manufacturing
Emerging models: Digital inventory (CAD files stored, parts printed on-demand vs warehousing), distributed manufacturing (print near customer vs centralized factory), mass customization (each vehicle unique interior trim per buyer preference).
What 3D printing automotive application is preventing confident technology adoption—cost justification vs tooling, material property requirements, lead time expectations, or volume breakpoint determination?