Technical Overview
Ultra-high temperature coated technical textiles systems are engineered to maintain mechanical integrity, coating adhesion, and surface functionality under continuous (>260°C) and cyclic thermal loads. These systems are designed for environments where thermal degradation, oxidation, and coating de-lamination are primary failure modes.
In such applications, material selection must account not only for peak temperature resistance but also for long-term dimensional stability, thermal fatigue response, and coating-substrate compatibility.
System reliability depends on how well the coated fabric performs under repeated expansion and contraction, localized hot spots, and fluctuating process conditions. This makes engineered fabric systems critical in insulation assemblies, protective barriers, expansion joints, welding curtains, and industrial heat shields where both surface and structural performance must be preserved over time.
Thermal Performance Behavior
| Parameter | Continuous Exposure | Intermittent Exposure |
| Temperature Range | 260°C – 600°C | Up to 1000°C (short bursts) |
| Mechanical Retention | High (with degradation curve) | Moderate (thermal shock dependent) |
| Coating Stability | Critical factor | Highly stress-sensitive |
| Failure Mode | Gradual oxidation | Rapid micro-cracking |
Thermal performance behavior in these systems is governed by duration, frequency, and rate of temperature change. Under continuous exposure, coated fabrics may maintain functional performance within a predictable degradation range, while
| Layer | Function | Material Options |
| Base Substrate | Structural strength | Fiberglass, silica, aramid |
| Reinforcement | Load distribution | Woven / non-woven high-temp fibers |
| Functional Coating | Thermal + chemical resistance | PTFE, silicone, vermiculite |
| Barrier Layer (Optional) | Gas/heat insulation | Aluminum foil, ceramic layer |
intermittent exposure introduces thermal shock effects that can accelerate cracking or coating stress. Short-duration bursts at extreme temperatures may be tolerated if substrate architecture and coating chemistry are properly engineered. However, repeated cycling between ambient and elevated temperatures can generate internal stresses that reduce service life, especially in systems with poor interfacial bonding or mismatched thermal expansion characteristics.
Material System Composition
Each layer in the material system contributes to overall thermal and mechanical performance. The base substrate provides the primary load-bearing structure, while reinforcement layers improve dimensional stability and stress distribution under heat. Functional coatings are selected based on the required balance of thermal resistance, chemical durability, flexibility, and surface behavior. Optional barrier layers further enhance insulation efficiency, reduce heat transfer, or improve resistance to gas permeation. The effectiveness of the total system depends on how these layers interact under sustained and cyclic thermal loading conditions rather than on the performance of any single component alone.
Thermal Degradation Mechanisms
| Mechanism | Cause | Impact |
| Oxidation | High temp + oxygen | Fiber weakening |
| Hydrolysis | Steam exposure | Loss of tensile strength |
| Coating De-lamination | Thermal mismatch | Surface failure |
| Alkali Attack | Chemical exposure | Structural degradation |
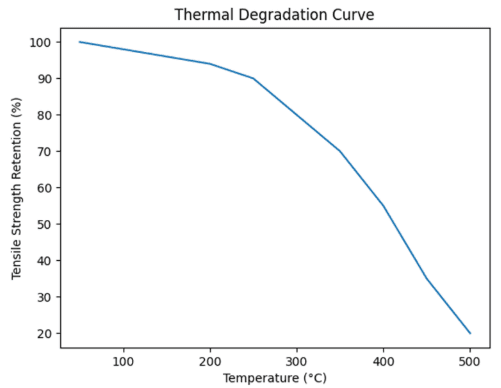
Figure 1: Tensile strength retention under increasing thermal load.
Curve behavior:
- Stable up to ~250°C
- Gradual decline (250–400°C)
- Sharp drop post 450°C
Engineering Performance Matrix
| Property | Low-End Material | STF Engineered System |
| Thermal Stability | Moderate | High |
| Coating Adhesion | Weak | Engineered bonding |
| Chemical Resistance | Limited | Multi-chemical resistant |
| Lifecycle | Short | Extended |
The engineering performance matrix illustrates the gap between commodity-grade materials and purpose-engineered coated fabric systems. Low-end materials may offer basic heat resistance but often fail under prolonged exposure, chemical interaction, or repeated thermal cycling. Engineered systems are designed with controlled bonding, improved coating retention, and more stable performance across demanding process conditions. As a result, they typically provide longer service intervals, lower maintenance frequency, and improved operational reliability in industrial environments where failure carries both functional and safety consequences.
Conclusion
High-temperature environments demand material systems engineered for stability under thermal stress, not just resistance. Performance is governed by coating-substrate interaction and thermal compatibility. Long-term reliability depends on how effectively the system withstands oxidation, thermal cycling, chemical exposure, and mechanical stress without rapid loss of structural or surface performance.
In demanding industrial conditions, material failure is rarely caused by temperature alone; it is often the result of combined degradation factors acting simultaneously over time. For this reason, engineered coated fabric systems must be evaluated as integrated performance structures rather than as individual material layers. Proper design selection improves operational safety, extends service life, reduces maintenance frequency, and supports consistent performance in high-temperature process environments.
For advanced technical textiles manufacturer India engineered for demanding thermal environments, Supertech Fabrics offers durable material solutions for a wide range of industrial applications.