For stainless steel jewelry brands, fading, peeling, and inconsistent color can quickly lead to complaints, returns, and damage to brand reputation. This is why PVD plating for stainless steel jewelry has become the preferred finishing technology for premium collections.
Unlike conventional decorative electroplating, PVD uses a dry vacuum process to create a dense, hard, and strongly bonded coating. It improves wear resistance, color stability, and product lifespan while avoiding the heavy-metal wastewater associated with traditional wet electroplating.
However, PVD quality depends on more than the coating process itself. Stainless steel grade, surface preparation, coating thickness, temperature control, and quality testing all influence the final result.
1) What is PVD Plating? Process Overview
PVD, or Physical Vapor Deposition, is also known in the jewelry industry as vacuum ion plating, IP plating, or vacuum plating. The complete PVD coating process for jewelry typically includes surface preparation, ion cleaning, vacuum deposition, and controlled cooling.It has become a standard surface-finishing technology for stainless steel jewelry because it provides stronger wear resistance, better color stability, and greater durability than conventional decorative electroplating. As a manufacturer of 316L stainless steel jewelry, Haosen uses PVD coatings with a surface hardness of approximately 1,500–3,000 HV, helping reduce fading, peeling, complaints, and product returns.
PVD vs Traditional Electroplating
| Comparison | PVD Plating | Traditional Electroplating |
| Coating Density | High density with very low porosity | Low, prone to pinholes |
| Adhesion Strength | Strong interfacial bonding at the atomic level with proper surface preparation | Moderate adhesion, more dependent on underlayers and pre-treatment |
| Environmental Impact | No heavy-metal plating wastewater during deposition | Contains heavy metal wastewater |
| Wear Resistance | Significantly increases surface hardness | Limited improvement |
| Color Range | Wide, customizable | Restricted |
| Cost | Higher | Lower |
2) What Are the Key Technical Specifications of PVD Plating?
PVD performance depends on the combined control of coating thickness, process temperature, coating material, deposition time, and color formulation.
2.1 Coating Thickness
PVD coatings are measured in microns (μm) and are thin enough to maintain the workpiece’s original dimensions.
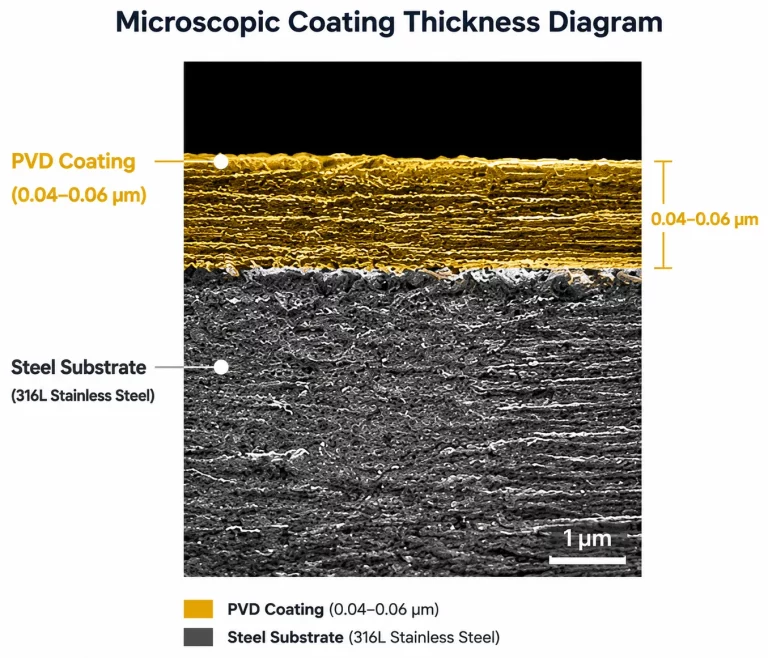
Scanning electron microscope view of a 0.04-0.06 μm PVD gold coating layer on 316L stainless steel, illustrating industrial thin-film deposition standards.
| Coating Type | Thickness Range | Application |
|---|---|---|
| Decorative Coating | 0.03 μm | Standard fashion jewelry |
| Standard PVD | 0.04-0.06 μm | General wear resistance |
| High-End PVD | 0.07-0.3 μm | Premium jewelry requiring longer deposition and greater durability |
Note: In this article, high-end PVD refers to a thicker coating produced through a longer deposition cycle. For real-gold finishes, the increased thickness also requires more gold material, resulting in higher cost and improved wear resistance.

Non-destructive XRF analysis of PVD plating thickness on a jewelry ring, ensuring high-precision quality control and compliance with production standards
2.2 Process Temperature
| Process Type | Temperature Range | Notes |
|---|---|---|
| Conventional PVD | 250–450°C | Standard decorative coating |
| Low-Temperature PVD | 20–200°C | Low-temperature process, ideal for thin-walled designs |
Why Low-Temperature PVD Matters for Thin-Walled Jewelry: Traditional high-heat methods can increase the risk of thermal deformation in hollow or thin-walled pieces. By utilizing low-temperature PVD (20–200°C), manufacturers can achieve premium finishes on intricate, lightweight designs that were difficult to coat using conventional high-temperature processes.
2.3 Surface Hardness
PVD coatings significantly increase the surface hardness of stainless steel jewelry:
| Jewelry Coating Materials | Surface Hardness (HV) | Performance Rating |
|---|---|---|
| TiN (Titanium Nitride, Gold) | 1500–2500 | Excellent |
| ZrN (Zirconium Nitride, Gold) | 1500–2800 | Excellent |
| CrN (Chromium Nitride, Silver/Black) | 1500–2000 | High |
| TiCN (Titanium Carbonitride, Dark) | 2500–3000 | Extremely high |
| DLC (Diamond-Like Carbon, Black) | 2000–3000 | Extremely high |
| Untreated 304 / 316L Stainless Steel | ~220 | — |
Higher coating hardness generally improves wear resistance, but long-term performance also depends on surface preparation, adhesion, and substrate compatibility.
2.4 Process Time
| Phase | Duration | Description |
|---|---|---|
| Pre-heating | 30+ minutes at 150°C | Removes surface moisture |
| Coating Process | 3–6 hours | Vacuum, ion cleaning, deposition |
| Cooling | To below 100°C | Controlled cooling |
| Total Cycle | 4–8 hours | Varies by coating complexity |
Longer or more complex coating cycles increase production cost but support better control of thickness, color, and consistency.
2.5 Color Range
PVD technology can produce a wide range of finishes, from 18K/14K gold tones to rose gold, IP black, and champagne gold.
| Color | Coating Material | Common Application |
|---|---|---|
| IP Gold Tone (18K/14K) | TiN, ZrN | Fashion jewelry, high-end accessories |
| IP Rose Gold | TiN-Cu Alloy | Contemporary fashion |
| IP Black | TiCN, DLC, CrN | Men’s jewelry, edgy designs |
| Champagne Gold | TiN (tuned) | Light luxury aesthetic |
| 24K/18K Real Gold | Au-Based | Luxury segment |
3) Which Substrate Materials Are Suitable for PVD-Plated Jewelry?
PVD plating requires careful material selection. The form, composition, and surface condition of 316L stainless steel raw materials can influence machining accuracy, surface preparation, and final PVD performance.
3.1 Substrate Compatibility
Substrate selection affects not only coating adhesion, but also corrosion resistance, temperature tolerance, surface quality, and long-term stability.
| Base Material | Direct PVD Plating | Notes |
|---|---|---|
| Stainless Steel (304/316/316L) | ✅ Yes | Excellent adhesion with proper surface preparation; ideal for jewelry production. |
| Titanium Alloy | ✅ Yes | Suitable for lightweight, corrosion-resistant premium jewelry. |
| Tungsten Carbide | ✅ Yes | Suitable for highly wear-resistant products |
| Zinc Alloy / Brass | ⚠️ Usually requires a compatible pre-plated layer | Direct PVD may cause blistering |
| ABS Plastic | ⚠️ Requires conductive coating (Ni/Cr) | Limited by heat resistance, surface stability, and pre-coating requirements. |
Stainless steel, titanium, and tungsten carbide can generally receive PVD directly, while brass, zinc alloy, and plastic may require a compatible pre-plated or conductive layer.
3.2 Stainless Steel Grade Selection
At Haosen, we primarily use 316L stainless steel for PVD-plated jewelry. Here’s how they compare:
 |
 |
 |
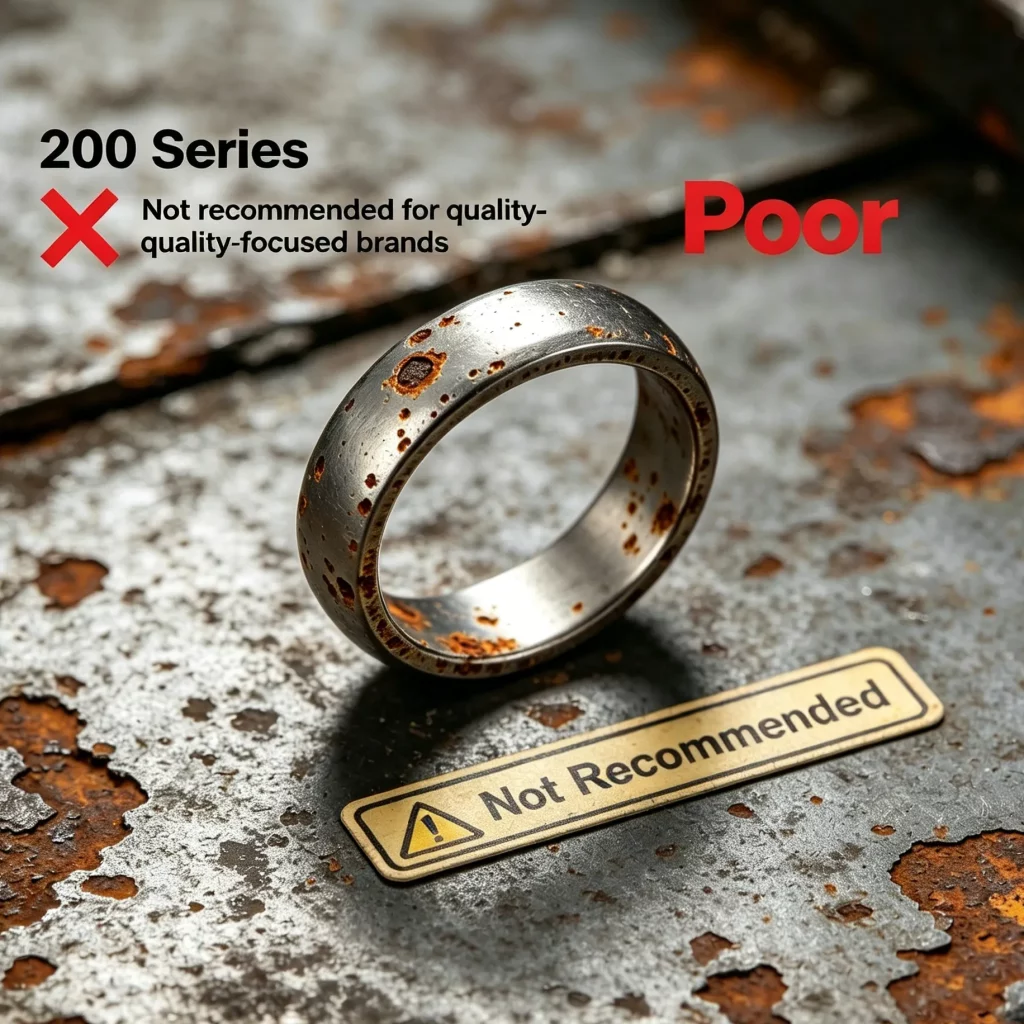
| Poor corrosion performance of 200 series stainless steel in jewelry applications, illustrating the risks of using sub-standard substrates for PVD finishing. | 304 stainless steel ring demonstrating a high-quality surface finish, widely recognized in fashion jewelry as the optimal substrate for balancing manufacturing costs with PVD plating performance. | 316L stainless steel jewelry suitable for premium PVD applications due to its strong corrosion resistance and long-term surface stability. |
| Grade | Corrosion Resistance | PVD Suitability | Best Use |
|---|---|---|---|
| 304 | Good | Excellent | Cost-effective for most jewelry |
| 316L | Superior (marine grade) | Excellent | High-end jewelry, sensitive skin, coastal wear |
| 200 Series | Lower | improper | Not recommended for quality-focused brands |
Our recommendation: For most fashion jewelry applications 304 stainless steel provides the best combination of performance and cost. For clients who are targeting the premium market, or have nickel sensitivities in their customers, we recommend 316L.
4) How Do Dual-Color PVD Techniques Affect Jewelry Design and Cost?
Dual-color PVD can be achieved either by masking a single component or by coating separate components before assembly.
The best method depends on design geometry, color-boundary requirements, production volume, yield targets, and budget.
Brand clients often use dual-color PVD to create distinctive, recognizable design details.
4.1 Masking PVD (Segmented Plating)
This technique applies multiple colors to a single component through sequential masking. Key controls include masking accuracy, edge definition, bleed prevention, and color matching across furnace cycles.
| Approach | Process | Best For |
|---|---|---|
| Single-Furnace Masking | Sequential color deposition within one controlled furnace process using precision masking. | Simple color separation |
| Multi-Furnace Masking | Separate cycles for each color | Complex designs, tighter color control |
4.2 Component Assembly (Separate Coating)
For designs where color boundaries must be extremely sharp or geometry is too complex for masking, we coat components separately and assemble them post-plating. This approach offers higher yields, sharper color boundaries, and simplified quality control, though it requires strict tolerance management to avoid damaging the coating during assembly.
| Assembly Type | Application |
|---|---|
| Permanent Assembly (Welding) | No visible connections |
| Movable Assembly (Links, Pins) | Articulating jewelry |
Consideration: Requires tight tolerance control to prevent coating damage during assembly
4.3 Design and Cost Considerations
“Dual-color PVD isn’t about whether it’s possible—it’s about whether the design justifies the added process cost.” Emerging brands should weigh the investment against the aesthetic impact, considering cost drivers like masking fixture development, additional furnace cycles, and assembly precision. For those new to PVD, we often recommend starting with single-color designs or exploring component assembly to manage initial investment while maintaining a premium look.
5) How Does Haosen Jewelry Manage PVD Quality Control?
Quality control in PVD plating is often the difference between a premium product and a failed collection. Effective quality control must cover surface preparation, coating parameters, color consistency, adhesion, corrosion resistance, and wear performance.
5.1 Common PVD Defects and Solutions
| Problem | Root Cause | Solution |
|---|---|---|
| Coating Peeling | Incomplete cleaning, insufficient ion cleaning | Enhanced pre-treatment, extended ion cleaning cycle |
| Color Inconsistency | Temperature variation, poor fixture design | Optimized fixture layout, temperature monitoring |
| Masking Bleed | Fixture gap, tape lifting | Precision fixtures, high-temperature vacuum tape |
| Surface Particles | Chamber contamination, target impurities | Regular chamber cleaning, high-purity targets |
| Poor Adhesion | Surface oxide layer | Extended ion bombardment prior to deposition |
| Thin-Wall Distortion | Excessive process temperature | Switch to low-temperature PVD (20–200°C) |
5.2 Our Quality Control System
Based on Haosen’s production experience, approximately 50% of observed PVD defects are linked to inadequate surface preparation.
To maintain consistent production standards, Haosen Jewelry employs a dedicated 8-12 person QC team to ensure that every production stage. Its custom jewelry manufacturing and quality-control services cover design, sampling, production, inspection, packaging, and delivery.
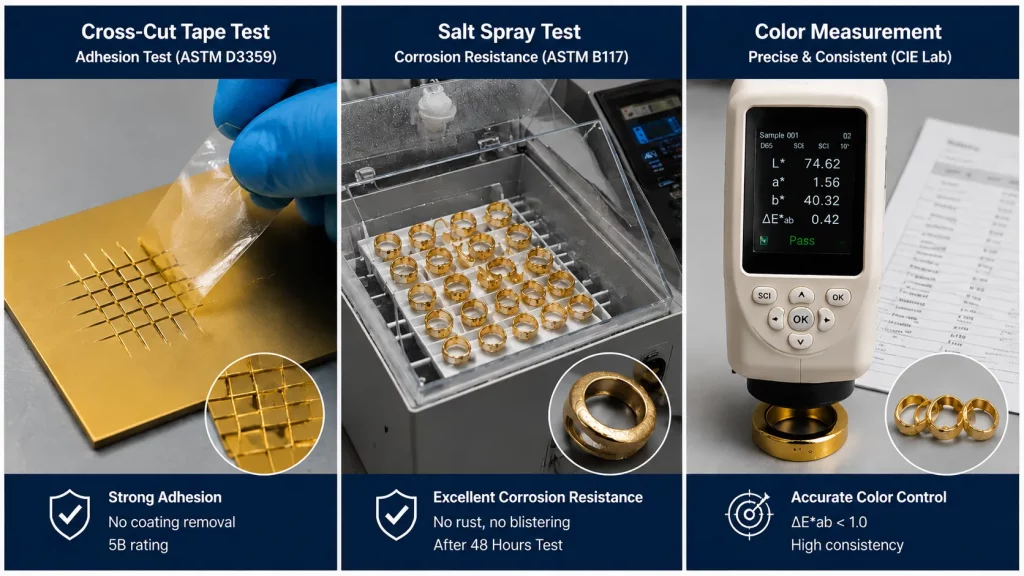
Three-stage quality assurance protocol for PVD jewelry, featuring ASTM-standard adhesion tape testing, accelerated salt spray corrosion trials, and spectrophotometric color verification to ensure a ΔE*ab consistency below 1.0.
| Test | Method | Standard |
|---|---|---|
| Adhesion | Cross-cut tape test | No peeling |
| Thickness | X-ray fluorescence (XRF) | Within spec |
| Color Accuracy | Colorimeter | ΔE < 1.0 |
| Corrosion Resistance | Salt spray test | 48–72 hours, no corrosion |
| Wear Resistance | Rub test | 500 cycles, no base metal exposure |
5.3 PVD Coating Lifespan Factors
While PVD-coated stainless steel jewelry typically lasts 5–10 years under normal wear, the lifespan is heavily influenced by manufacturing specs and consumer care. We advise brands to specify 0.07–0.3 μm thickness for high-wear items like rings and to educate end-users on avoiding harsh chemicals. Key longevity factors include coating material selection (TiCN, TiN, ZrN, and DLC offer the highest hardness) and minimizing prolonged UV exposure.
| Factor | Impact | Mitigation |
|---|---|---|
| Coating Thickness | Greater thickness improves wear life with proper adhesion control. | Specify 0.07-0.3 μm for high-wear items |
| Wear Environment | Abrasives accelerate wear | Educate end users on care |
| UV Exposure | Prolonged direct sunlight may fade | Store away from direct light |
| Cleaning Method | Harsh chemicals damage coating | Neutral cleaners, soft cloth |
| Coating Material | TiCN, TiN, ZrN, DLC offer highest hardness | Select appropriate coating for use case |
6) Why Does PVD Deliver Greater Brand Value Than Electroplating?
6.1 Technical Comparison
PVD offers clear advantages for brands seeking longer wear life, better color stability, and more consistent quality in decorative stainless steel jewelry. Conventional electroplating remains more suitable for cost-sensitive, short-lifecycle fashion products.
| Dimension | PVD Plating | Traditional Electroplating |
|---|---|---|
| Process Environment | Vacuum | Aqueous solution |
| Coating Thickness | 0.03–0.3 μm | 10–30 μm |
| Adhesion | Strong interfacial bonding with proper surface preparation | Moderate adhesion, more dependent on underlayers and pre-treatment |
| Hardness Increase | 1500–3000 HV | Limited for conventional decorative plating |
| Wear Resistance | Excellent | Moderate |
| Environmental Impact | No heavy-metal plating wastewater during deposition | Heavy metal wastewater |
| Color Options | Wide, customizable | Limited |
| Cost | Higher | Lower |
| Typical Application | Premium jewelry, watches | Decorative hardware, fast fashion |
6.2 Why PVD Delivers Better Brand Value
The technical advantages of PVD translate directly into tangible brand benefits that help jewelry companies scale and maintain trust:
- Minimizing Returns: Its longer wear life can reduce warranty claims and customer complaints.
- Compliance Support: A dense PVD coating helps reduce direct exposure to the substrate. Haosen can provide applicable REACH and California Proposition 65 documentation for tested products.
- Consistency: PVD provides repeatable color accuracy across large production batches, ensuring brand image uniformity.
Industry leaders in premium PVD jewelry typically adopt a coating thickness of 0.07–0.3 μm, evaluated through 48–72-hour salt spray testing to verify batch corrosion resistance. Haosen Jewelry aligns with these professional benchmarks, providing documented coating and tarnish-resistance standards for qualified production batches.
6.3 Technology Trends
As environmental regulations tighten globally, the industry is continuing to shift toward cleaner, high-performance technologies.
- Precision Engineering: Low-temperature (20–200°C) PVD is increasingly used for intricate, thin-walled jewelry.
- Sustainability Shift: As heavy metal regulations become stricter, PVD is increasingly aligned with brands seeking cleaner production and stronger sustainability positioning.
PVD plating is more than a decorative finish—it is the engineering foundation for modern, durable, and sustainable jewelry. By understanding the nuance between coating thicknesses, substrate compatibility, and quality control, designers and entrepreneurs can elevate their collections while reducing the risk of returns and warranty issues and warranty issues.
As the jewelry industry continues to prioritize longevity and environmental responsibility, PVD stands out as the standard for brands committed to both quality and ethics.
Note: For a more detailed breakdown of coating thickness, material compatibility, and quality-control standards, read our complete technical guide to PVD plating for stainless steel jewelry