In both sanitary and industrial plants, pumps are central to process stability. Yet operators often struggle with premature failures, contamination risks, and rising lifecycle costs. Cast iron or basic alloy pumps may appear cost-effective but quickly deteriorate when exposed to corrosive fluids, variable temperatures, or hygiene-critical environments.
Chemitek’s stainless steel centrifugal pumps are designed to overcome these challenges. With corrosion-resistant metallurgy, smooth hydraulics, and certified quality systems, they provide reliability in food, pharmaceutical, chemical, and water-handling sectors.
By combining sanitary performance with industrial durability, these pumps secure uptime and compliance where failure is not an option. Chemitek builds pumps that endure real-world duty conditions without sacrificing efficiency or reliability.
The Importance of Stainless Steel Centrifugal Pumps in Modern Operations
Stainless steel centrifugal pumps play a vital role across industries that demand both hygiene and durability. Unlike cast iron or coated alternatives, stainless steel resists both bacterial growth and chemical attack.
- Hygiene protection: Smooth, non-porous surfaces reduce the risk of contamination.
- Chemical resistance: Suitable for acids, solvents, and chlorinated water.
- Long service life: Reliable even under variable pH, temperature, and pressure.
Hygiene and Sanitation Advantages
Sanitary applications require pumps that are easy to clean and non-reactive. Stainless steel ensures:
- No scaling or residue buildup on surfaces.
- Easy integration with clean-in-place (CIP) systems.
- Reduced bacterial growth due to non-porous metallurgy.
This makes stainless steel centrifugal pumps essential in food, beverage, and pharmaceutical lines where contamination risks cannot be tolerated.
Mechanical and Chemical Durability
Industrial plants demand pumps that survive aggressive duty. Stainless steel:
- Resists corrosion from solvents, acids, and chlorides.
- Withstands continuous pressure and thermal cycling.
- Reduces wear rates compared to cast-iron builds.
This dual advantage of hygiene in sanitary processes and durability in industrial duty positions makes stainless steel pumps indispensable assets.
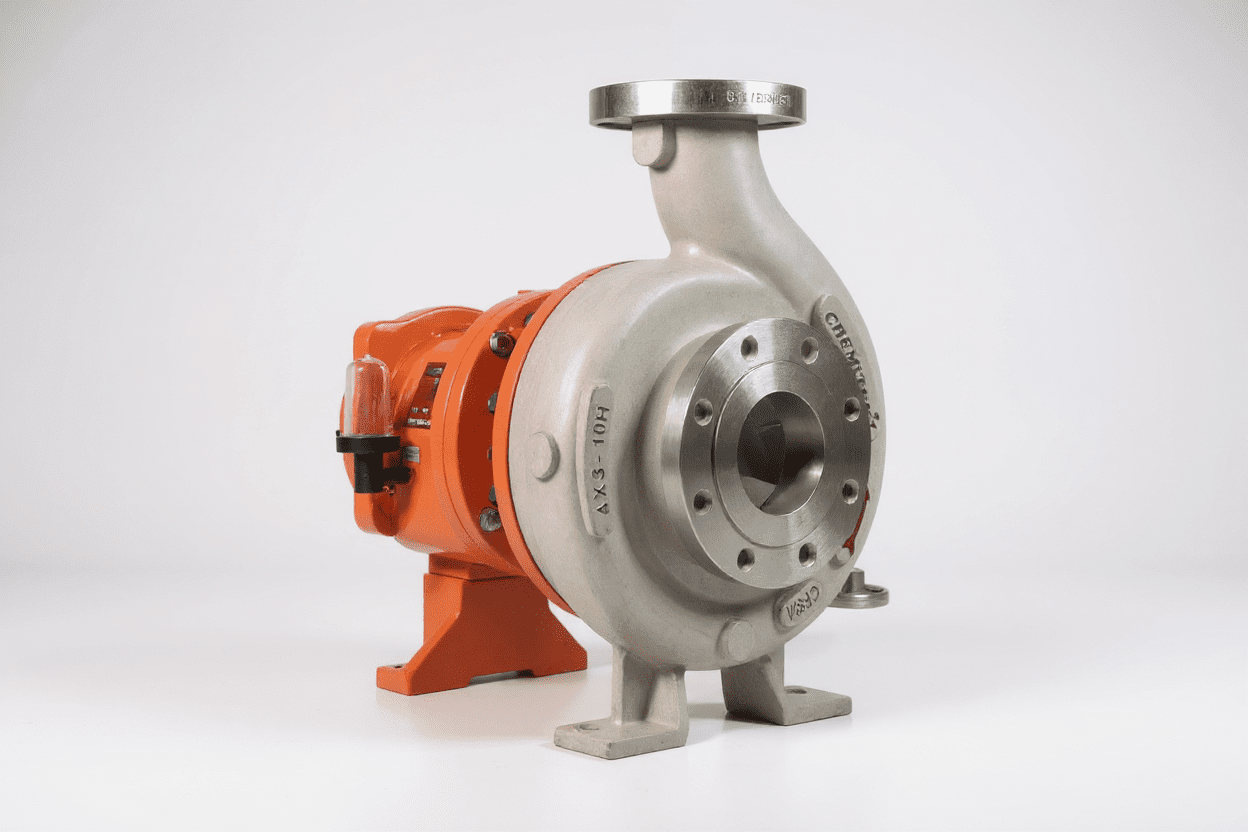
Engineering Features of Chemitek’s Stainless Steel Centrifugal Pumps
Chemitek integrates design features that extend pump reliability under both sanitary and industrial duties.
Investment-Cast Flow Components
- Precision-cast wetted parts ensure smoother flow.
- Reduced turbulence lowers scaling and erosion.
- Stable hydraulics maintain efficiency even during variable duty cycles.
Reinforced Bearing and Shaft Systems
- Bearings are built to handle thermal cycling without misalignment.
- Shafts resist deflection under load, preventing premature seal wear.
- Vibration levels remain low, protecting surrounding pipework.
Adaptable Sealing Systems
- Modular seal chambers accommodate cartridge and double seals.
- Pressurized seals maintain leak-free performance in corrosive fluids.
- Simplified seal replacement reduces downtime and service cost.
By combining precision hydraulics, reinforced mechanics, and adaptable sealing, Chemitek ensures stainless steel centrifugal pumps remain reliable under diverse duty conditions.
Sanitary Applications of Chemitek Stainless Steel Centrifugal Pumps
Sanitary processes demand pumps that prevent contamination while maintaining reliability. Chemitek’s stainless steel centrifugal pumps deliver this balance.
Food and Beverage Industry
- Transfer juices, syrups, dairy, and brewing solutions without contamination.
- SS316L construction supports compliance with hygiene standards.
- Smooth casings integrate easily with CIP and SIP (steam-in-place) systems.
Pharmaceutical and Bioprocessing
- Sterile transfer of solvents, APIs, and culture media.
- Non-reactive stainless steel ensures product integrity.
- Easy-to-clean builds support validation and audit requirements.
Sugar and Ethanol Production
- Pump cane juice, molasses, and ethanol streams reliably.
- Corrosion resistance prevents scaling in high-sugar or acidic fluids.
- Long service intervals protect uptime in seasonal campaigns.
Chemitek designs each pump to meet hygiene-critical requirements while maintaining efficiency under sanitary duty loads.
Industrial Applications of Chemitek Stainless Steel Centrifugal Pumps
Beyond sanitary sectors, stainless steel centrifugal pumps serve in aggressive industrial duties where corrosion is the key threat.
Chemical Plants
- Handle solvents, neutralizing agents, and mild acids.
- Corrosion resistance prevents premature failure in chemical loops.
- Reliable sealing systems protect against leakage in volatile duty.
Utilities and Water Distribution
- SS316L pumps resist corrosion in chlorinated water.
- Ideal for boiler feed, cooling tower recirculation, and municipal supply.
- Long service life reduces maintenance costs in large distribution networks.
Textile and Dyeing
- Manage dye solutions, auxiliaries, and wastewater streams.
- Smooth passages reduce clogging with fibrous loads.
- Stainless steel prevents scaling and ensures color consistency.
By tailoring metallurgy and design to each industrial duty, Chemitek ensures uptime across critical operations.
Lifecycle and Compliance Benefits of Chemitek’s Stainless Steel Pumps
Reliability is measured not only by initial performance but by lifecycle economics and compliance support. Chemitek addresses both.
Extended Service Intervals
- Stainless steel resists corrosion, reducing replacement frequency.
- Replaceable wear parts extend the mean time between failures (MTBF).
- Long intervals between services reduce operational interruptions.
Reduced Total Cost of Ownership
- Smooth hydraulics improve energy efficiency during continuous runs.
- Standardized ANSI/ASME spares simplify inventory across fleets.
- Predictable lifecycle reduces both capex and opex burdens.
Certified Quality Standards
- ISO 9001 certification ensures quality and traceability.
- ISO 14001 guarantees environmental compliance in production.
- ISO 45001 supports occupational safety in pump assembly.
- ANSI/ASME B73.1 compliance ensures dimensional interchangeability.
Together, these certifications guarantee that Chemitek’s pumps meet procurement, safety, and audit requirements.
Conclusion
Sanitary and industrial sectors share one demand: pumps that endure real duty conditions without compromising safety or efficiency. Stainless steel centrifugal pumps meet this requirement by combining hygiene protection with mechanical resilience.
Chemitek enhances this value by adding certified manufacturing, precision hydraulics, reinforced mechanics, and adaptable sealing systems. The result is a portfolio of pumps trusted across food, pharmaceutical, chemical, utilities, textile, and sugar industries.
The true measure of reliability is not how a pump performs on installation, but how it sustains flow year after year under corrosive, abrasive, or hygiene-critical conditions. With Chemitek’s stainless steel centrifugal pumps, organizations secure both compliance and long-term lifecycle value.