The development of aerospace and robotic systems will require approaches going beyond the traditional machining. Complicated shapes, wall thinness and multi-alloy demand micron-scale control of accuracy. Face machining gives stable datum surfaces of ultra-flat accuracy. Wire EDM cutting converts to intricate profiles without the effects of creating mechanical stress or burrs. Together these processes stabilize the macro- and micro-scale characteristics so that the load transfer to a structure and the resistance to fatigue can be predictable.
Automation uses real-time metrology, which allows real-time corrections in the tolerances that do not disturb the tolerances. This mixed technology enables the component with the unrestrained precision, surface integrity and greater reliability over time on a high stress aerospace and robotic link assemblies.
Multi-Surface Integration with Face Machining
The aerospace and robotic items need a high degree of precision and need to be made using multi-surface techniques. A More tolerant machine face machining forms very precise reference planes on all surfaces to eliminate the micro-distortions that may accumulate through subsequent milling, grinding, or assemblage. In robotic joints (where less than 10um of flatness are required), this step continues to allow bearing housing and mounting interfaces to remain correctly aligned in response to dynamic loads.
High-Speed toolpath strategies enhance face-machining. Spiral interpolation used with adaptive feed rates uniformly disperses thermal energy thereby reducing the likelihood of producing significant distortion in thin-walled/high-strength alloys. Diamond-clothed tools provide added stability because friction is reduced and the life of the tool lengthened. Surface integrity therefore increases, the waviness reduces, and micro-geometry becomes more predictable.
In this respect, face machining is not to be treated just as a planar motion- it is a stabilization-enabling action in ultra-precision processes. Every refined pass promotes consistent load transfer, long‑term fatigue reliability, and dimensional uniformity. Such properties are important in the construction of aerospace frames or robotic actuators that are required to be continuous run at high output.

Wire EDM Cutting for Extreme Geometric Complexity
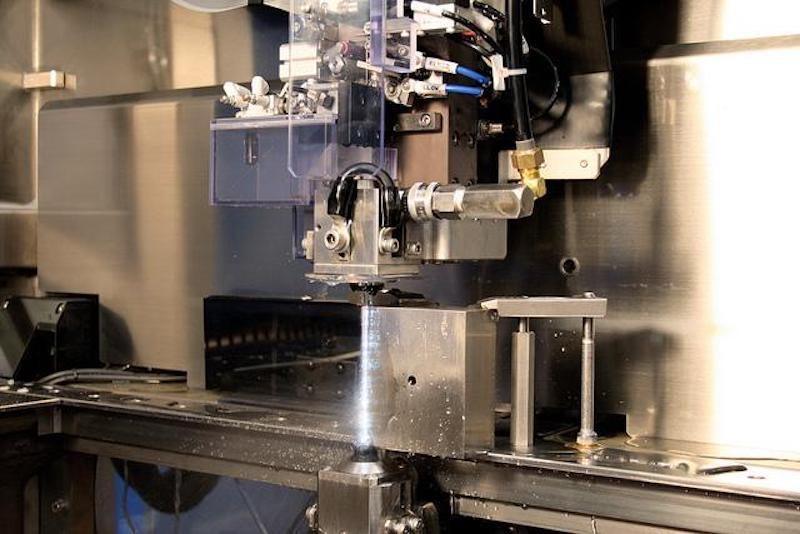
Wire EDM cutting is needed where interior contours are not reachable with conventional machining tools. Directing a continuously charged wire through a dielectric fluid accomplishes kerf widths less than 100 micrometers and nearly no burrs. Such accuracy is essential with turbine blades, aerospace brackets, and robotic linkages, where slick radii, slots, and complex cavities need to be cut without violating them.
The method’s material independence further expands its utility. Titanium alloys can be worked as well as Inconel and hardened steels and no residual stress levels are likely to be left as a result of mechanical cutting. Multi-pass strategies allow engineers to define profiles with tolerances of ±2 microns. This accuracy also means that it does not require any correction after the fact, and it ensures the stability of buildings on the long run.
In aerospace and robotics, where consistent repeatable performance cannot be achieved without being fatigue solid and thermal cycle serviceable, wire EDM provides performance. It allows creating complex geometries that fit cleanly in to high-stress assemblies, and it establishes the standard of ultra-precision manufacturing in the next generation.
Hybrid Workflow Strategies: Synchronizing Processes
The application of hybrid workflow is critical in aerospace and robotic manufacturing due to the specificity of each approach being unable to fulfill all the criteria of dimensional accuracy, intricate geometry, and high-speed throughput. Through the integration of face machining, wire EDM cutting, grinding, honing, and additive pre-forms; engineers are able to find efficiency and accuracy. Consider a high-volume aerospace plate, which can be first high-efficiency surfaced, and then have lattice cutouts determined by EDM. Such artificial segregation of labor reduces the time of the cycle and lengthens the life span of the tools in labor-intensive environments.

Hybrid strategies are successful on the basis of accuracy in synchronization. The digital twins simulate material behavior, early thermal drifting and electrode wear, prior to starting the operations. This kind of predictive modeling will make face machining high reference planes within the required tolerances to align to the EDM, to avoid errors in the downstream. Loops of feedback constantly observe tool deflection, tool vibration, and thermal distortion and correct in real time to ensure geometric integrity.
Finally, a high-resolution continuum of subtractive accuracy is offered by hybrid workflows. Engineers avoid cumulative error by stage by aligning face machining and wire EDM cutting with other ultra-precision processes. This co-ordination allows removing the over-processing and provides sub-micron repeatability of components of aerospace quality.
Monitoring and Compensation for Ultra-Precision Stability
Ultra -precision aerospace and robotic structures stability monitoring and compensation are fundamental. The errors due to thermal expansion, tool deflection and vibration cannot be ignored. State of art sensors continuously analyze the spindle torque, electrode wear, and in-situ surface finish. In case deviations are detected, the toolpaths and feed rates are adjusted in quick steps to maintain micron-scale tolerances.

A robotic component fabrication has wire EDM cutting with adaptive voltage modulation and automated re-threaded so the kerf accuracy of long continuous cuts is maintained. This not only holds back burrs; dimensions are reproducible. Laser interferometry is used in face machining to measure drift of the axes and make on-line corrections. This observability controls perpendicularity, coaxially and flatness in rugged manufacturing environments.
Combining these feedback approaches, aerospace assemblies, as well as robotic platforms, can have the long-cycle reliability. In large batches there is consistency; with serialized systems each unit gets the same accuracy. This closed circuit will transform precision machining into a predictive, metric-based process.
Conclusion
Manufacturing at ultra-precision levels has been progressing hand in hand with sophisticated processes that include face machining and wire-EDM cutting. The strategies that address each of these issues are face machining to provide flatness and reference stability and wire -EDM to provide delicate internal details. Collectively they make up an integrated process which meets the rigorous requirements of aerospace and robotics. With the increasing development of hybrid workflows and real time monitoring the differentiation between design intent and finished part becomes thinner, pushing the boundaries of structural complexity.