Introduction
When you’re knee-deep in a CNC project, whether it’s milling a sleek aluminum part or turning a stubborn piece of stainless steel, one term keeps popping up: SFM. If you’ve ever scratched your head wondering, “What’s the SFM meaning in machining, and why does everyone keep talking about it?”—you’re not alone. Surface Feet per Minute (SFM) is the heartbeat of CNC machining, dictating how fast your tool slices through material. Get it right, and you’re crafting parts with precision and efficiency. Get it wrong, and you’re burning through tools or ruining workpieces faster than you can say “scrap bin.”
In this guide, we’ll unpack the SFM meaning, explore why surface speed is a game-changer for your CNC projects, and share practical tips to make your machining smoother than a polished part. With insights from industry pros, data-backed tables, and a few real-world examples, you’ll walk away ready to optimize your CNC setup. Let’s dive in!
What is SFM? Understanding the Basics
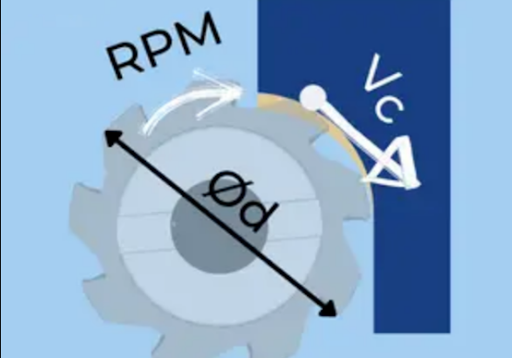
SFM, or Surface Feet per Minute, measures how fast the cutting edge of a tool (or the workpiece in turning) moves across the material’s surface, expressed in feet per minute. Think of it as the speedometer for your CNC machine’s cutting action. It’s a critical parameter because it directly affects how efficiently you cut, how long your tools last, and how smooth your finished part looks.
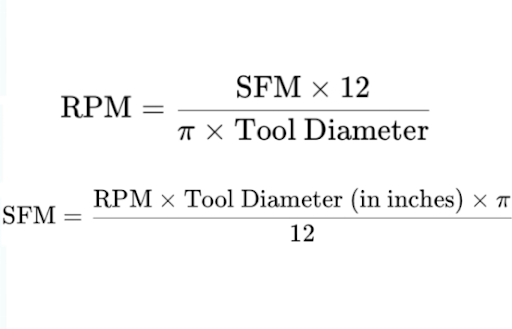
The formula for SFM is straightforward:
SFM=RPM×Diameter×π/12
Here, RPM is the spindle speed (revolutions per minute), diameter is the tool or workpiece size (in inches), and π/12 converts the result to feet. If you’re solving for RPM, flip it:
RPM=SFM×12/Diameter×π
For example, if you’re milling aluminum with a 0.5-inch tool and aiming for an SFM of 600, your RPM would be around 4,584. Simple, right? But here’s where it gets tricky: not every material plays nice with the same SFM. Aluminum loves high speeds, while titanium demands a gentler touch. Misjudge SFM, and you’re either babying the machine or torching your tools.
For those outside the U.S., you might encounter Surface Meters per Minute (SMM). The conversion is easy: 1 SFM ≈ 0.3048 SMM. A common rookie mistake is confusing SFM with feed rate (how far the tool advances per revolution). SFM is about speed, not distance. Keep them straight, and you’re already ahead of the curve.
Why SFM Matters in CNC Machining
Why should you care about SFM? Because it’s the secret sauce for balancing speed, quality, and tool life. Let’s break it down:
- Tool Life: Run your tool too fast (high SFM), and it overheats, wearing out faster than a cheap drill bit. Too slow, and you’re wasting time while risking built-up edge on the tool. The right SFM keeps your tools cutting longer.
- Surface Finish: Ever wonder why some parts look mirror-smooth while others feel like sandpaper? SFM plays a big role. Higher SFM often improves surface finish but requires careful calibration to avoid chatter or burn marks.
- Efficiency: SFM, paired with feed rate, determines how quickly you churn out parts. Optimize it, and you’re maximizing throughput without sacrificing quality.
- Heat Control: High SFM generates more heat, which can damage tools or warp workpieces. Proper SFM, combined with coolant, keeps temperatures in check.
In short, SFM is the dial you tweak to make your CNC machine hum. Ignore it, and you’re gambling with your project’s success.
SFM in Practice: Applications in CNC Programming and Operations
So, how do you apply the SFM meaning in real-world CNC machining ? It starts with understanding your materials and tools. Every material has a recommended SFM range, influenced by its hardness, heat sensitivity, and machinability. Here’s a quick look at some common materials, based on industry standards from sources like Sandvik Coromant and Kennametal:
Table 1: Recommended SFM Ranges for Common Materials (Carbide Tools)
| Material | SFM Range (ft/min) | Notes |
| Aluminum | 500–1,000 | High SFM due to excellent thermal conductivity; use coolant for best results. |
| Mild Steel | 100–300 | Moderate SFM to balance tool life and efficiency; HSS tools may need lower SFM. |
| Stainless Steel | 80–200 | Lower SFM due to toughness and heat sensitivity; coated tools recommended. |
| Titanium | 50–150 | Very low SFM to prevent work hardening and tool wear; requires heavy coolant. |
| Cast Iron | 150–400 | Moderate SFM; adjust based on hardness and tool coating. |
| Brass | 400–800 | Similar to aluminum but less sticky; high SFM works well with sharp tools. |
In CNC programming, SFM is your starting point. Modern CAM software like Fusion 360 or Mastercam lets you input SFM, and it calculates the RPM for you. For example, milling a 1-inch steel part at 200 SFM requires about 764 RPM. If your machine can’t hit that RPM, you’ll need to adjust or upgrade.
Real-World Example: A machinist on Practical Machinist shared a story of milling 6061 aluminum at 800 SFM with a 0.25-inch carbide end mill. Initially, the tool burned out at 12,000 RPM due to inadequate coolant. Dropping to 600 SFM and adding flood coolant produced a mirror finish and doubled tool life. Lesson? SFM isn’t just a number—it’s a strategy.
Common Challenges and Solutions with SFM
Even seasoned machinists hit roadblocks with SFM. Here are the top challenges and how to tackle them:
- Overheating: High SFM generates heat, especially in tough materials like stainless steel. Solution: Lower SFM by 10–20% and ensure robust coolant flow. For example, reducing SFM from 200 to 160 on 304 stainless steel can prevent tool burn.
- Poor Surface Finish: If your parts look rough, your SFM might be too low, causing chatter. Solution: Increase SFM within the material’s range and check for tool sharpness or machine rigidity.
- Tool Breakage: Pushing SFM beyond manufacturer recommendations can snap delicate tools. Solution: Stick to SFM tables and test incrementally. For instance, titanium at 200 SFM with a small-diameter tool is a recipe for disaster—drop to 100 SFM.
- Machine Limitations: Older CNC machines may not reach the RPM needed for high SFM. Solution: Use larger tools to lower RPM requirements or invest in a higher-speed spindle.
Table 2: Troubleshooting SFM-Related Issues
| Issue | Likely Cause | Solution | Expected Outcome |
| Tool overheating | SFM too high for material | Reduce SFM by 10–20%; increase coolant flow | Longer tool life, reduced thermal damage |
| Rough surface finish | SFM too low or tool dull | Increase SFM within range; check tool sharpness | Smoother finish, less chatter |
| Tool breakage | Excessive SFM for tool size | Lower SFM; use larger-diameter tools if possible | Fewer broken tools, consistent cuts |
| Slow machining | Conservative SFM settings | Gradually increase SFM; optimize feed rate | Faster production without quality loss |
| Workpiece burn marks | High SFM with poor cooling | Lower SFM; switch to flood or high-pressure coolant | Cleaner parts, no discoloration |
| Inconsistent cuts | Incorrect SFM for material | Consult material-specific SFM tables; test incrementally | Uniform cuts, better repeatability |

Tools and Resources for SFM Optimization
Mastering SFM doesn’t require a PhD in machining—just the right tools and know-how. Here’s what the pros use:
- Online Calculators: Websites like Sandvik Coromant and Kennametal offer free SFM-to-RPM calculators. Plug in your material, tool diameter, and SFM, and you’re set.
- Manufacturer Data: Toolmakers like Harvey Tool provide detailed SFM tables for their products. For example, their carbide end mills for aluminum recommend 600–800 SFM for optimal performance.
- CAM Software: Programs like Fusion 360 integrate SFM into toolpath generation, saving you from manual math. They also account for tool coatings and machine limits.
- Community Insights: Forums like Practical Machinist and Reddit’s r/CNC are goldmines for real-world SFM tips. A recent X post highlighted a machinist tweaking SFM from 150 to 120 for stainless steel, slashing tool wear by 30%.
Table 3: Recommended SFM Resources
| Resource Type | Name/Example | Description | Access Link (Example) | Benefit |
| Online Calculator | Sandvik Coromant Cutting Data Calculator | Converts SFM to RPM based on material and tool | sandvik.coromant.com | Fast, accurate SFM-to-RPM conversion |
| Manufacturer Guide | Kennametal Machining Calculator | Provides SFM ranges for various tools and materials | kennametal.com | Reliable, industry-standard data |
| CAM Software | Autodesk Fusion 360 | Automates SFM-based toolpath calculations | autodesk.com/fusion360 | Streamlines programming, reduces errors |
| Community Forum | Practical Machinist | Machinists share SFM tips and troubleshooting | practicalmachinist.com | Real-world advice from experienced pros |
| Video Tutorial | NYC CNC YouTube Channel | Tutorials on SFM application in CNC milling and turning | youtube.com/nyccnc | Visual, step-by-step guidance |
| Tool Data Sheet | Harvey Tool SFM Recommendations | Detailed SFM tables for specific tool types and materials | harveytool.com | Precise SFM values for specialized tools |
Conclusion: Mastering SFM for CNC Success
The SFM meaning in machining boils down to one thing: control. By dialing in the right surface speed, you’re not just cutting metal—you’re optimizing your entire CNC workflow. From extending tool life to delivering mirror-like finishes, SFM is the lever you pull to make your projects shine. Start with manufacturer recommendations, test incrementally, and lean on tools like calculators and CAM software to simplify the process.
And if you’re curious to dig deeper, parts of this piece drew inspiration from an insightful article by the folks at sfm-meaning-and-its-importance-in-cnc-machining-for-different-materials—click here to explore more on how sfm analysis are impacting manufacturing.
FAQ:
- What does SFM stand for in CNC machining?
Answer: SFM stands for Surface Feet per Minute, which measures how fast a cutting tool or workpiece surface moves during machining, in feet per minute. It’s a vital factor in determining tool life, surface finish, and overall efficiency in CNC projects. For example, aluminum typically requires 500–1,000 SFM, while stainless steel needs 80–200 SFM. - How do I calculate SFM for my CNC machine?
Answer: Use the formula: SFM = RPM × Diameter × π / 12, where RPM is the spindle speed and diameter is the tool or workpiece size in inches. For instance, a 0.5-inch tool at 4,584 RPM gives an SFM of about 600. Online calculators from Sandvik Coromant or Kennametal make this process quick and easy. - Why is SFM important for CNC machining?
Answer: SFM controls the cutting speed, impacting tool durability, surface quality, and production speed. Too high an SFM can overheat and wear out tools, while too low slows down machining. Choosing the right SFM, like 100–300 for steel, ensures optimal results without damaging your setup. - How is SFM different from feed rate?
Answer: SFM measures the surface speed of the tool or workpiece in feet per minute, while feed rate measures how far the tool advances per revolution or minute, often in inches. SFM governs cutting speed, whereas feed rate determines material removal. Mixing them up can lead to poor machining outcomes. - What happens if I use the wrong SFM in machining?
Answer: An incorrect SFM can cause problems like tool overheating from excessive speed or rough surfaces from insufficient speed. For example, using 200 SFM on titanium instead of 50–150 can break tools. Always check material-specific SFM guidelines from sources like Harvey Tool. - How do I pick the right SFM for my material?
Answer: Choose SFM based on the material and tool type. Aluminum supports 500–1,000 SFM, mild steel 100–300, and titanium 50–150. Manufacturer guides from Kennametal or CAM software like Fusion 360 can help. Test small adjustments to find the sweet spot. - Can I use SFM values with metric units?
Answer: SFM is an imperial unit, but you can convert it to Surface Meters per Minute (SMM) using 1 SFM ≈ 0.3048 SMM. For example, 600 SFM is about 182.88 SMM. Most CNC software and calculators support both units for global use. - How does coolant affect SFM in CNC machining?
Answer: Coolant reduces heat from high SFM, protecting tools and workpieces. For high-SFM materials like aluminum, flood or high-pressure coolant is crucial for quality. Without coolant, you may need to reduce SFM by 10–20% to avoid damage.