Organizations use conveyor belts for a variety of purposes, including the food packaging industry and material handling. Conveyor belts can assist manufacturers in raising production rates by improving efficiency and product safety.
In this blog post, we’ll talk about the advantages that wire mesh conveyor belts offer to food packaging and handling businesses, including hygienic, long-lasting, and customizable options.
Why Use Conveyor Belts For Material Handling?
Any company in the food packaging sector is aware that handling materials is a big part of what they do. This sector requires the long-distance, hygienic transportation of both completed goods and raw materials.
Conveyor belts for material handling and food packaging are typically used for the following tasks:
-
Transfer raw materials from storage to the processing area.
-
Transfer completed goods to the packaging line.
-
Pack items and move them to the shipment area.
-
Concerns about the handling and production of their food will never go away. Additionally, the hygienic atmosphere often determines the quality of food and other items.
This means that, in addition to a number of other considerations, hygiene is a crucial component of any food processing and packaging facility.
Selecting the Ideal Material for Conveyor Belts
The choice of material for a conveyor belt is crucial and affects both product quality and operational effectiveness. What is being transported often determines the preferred belt material.
Wire Belt design, a conveyor belt that is resistant to bacterial growth and can survive caustic washdowns is the most efficient technique to lower the risk of contaminating packaged food goods in the food packaging and handling business.
Many firms choose woven mesh conveyor belts as their preferred material because the quality of the products being conveyed depends on the material used in the belt’s fabrication. There are several reasons why these belts are the ideal option, which we shall go over below.
Food and cleanliness go hand in hand, as we have previously discussed, which is why the material of conveyor belts used for material handling and food packing is so important.
Wire mesh belts’ open nature makes cleaning simple and keeps germs and debris from building up. This is particularly crucial while handling food because hygiene is of utmost importance.
The ventilation and Drainage
The ability of wire mesh belts to promote Drainage and airflow is an additional benefit. Processes like washing, cooling, or heating—all crucial steps in the preparation and handling of food products—benefit from the mesh design.
Durability
Stainless steel and other strong metals that can tolerate high temperatures and severe loads are commonly used to make wire mesh belts.
In this industry, food is frequently transported at different temperatures while going through several handling and processing phases.
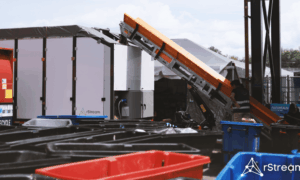
Transporting goods through the shrink-wrapping process is one example of this. A conveyor belt that uses shrink wrap to enclose objects in plastic film is used in this process. After the film is on, heat is used to cause it to shrink snugly around the objects, forming a safe and secure covering.
Conveyor belts with shrink-wrap must be resistant to high temperatures, such as wire mesh or specially heat-treated materials, without warping or breaking down.
Wire mesh conveyor belts, in contrast to plastic ones, possess characteristics that allow them to function in extremely hot and cold conditions without releasing any harmful substances when in contact with food.
Personalization & Adaptability
From baked goods to fresh fruit, conveyor belts used in material handling and food packing must be suitable for a wide range of products.
Fortunately, wire mesh belts are the most versatile alternative since they can be customized to fit certain requirements, such as varying aperture widths or customized coatings. For smaller food goods, for instance, the close and narrow connection is beneficial.
Because of their many uses, wire mesh conveyor belts are a great option for both food packing and material handling.
They can handle a wide range of materials, from high loads to delicate products, thanks to their customizable designs and corrosion resistance. Their open structure also facilitates effective airflow, simple cleaning, and adherence to stringent hygiene regulations.